












-
 Hablar
Hablar Hablar
Hablar ¡Estamos en línea!
¡Estamos en línea! -

-





















-
sales01@hanslaser.com


-

El corte por láser es un método de procesamiento altamente eficiente, preciso y flexible, ampliamente utilizado en la industria automotriz, aeroespacial, maquinaria de construcción y fabricación de equipos pesados.
Aunque las máquinas de corte por láser siguen avanzando, en la producción real aún pueden surgir problemas comunes que reducen la calidad del corte, la eficiencia o aumentan los costos.
Basándose en una amplia experiencia industrial, Han’s Laser ha resumido los problemas más comunes en el corte por láser y sus soluciones, ofreciendo referencias prácticas para operadores y fabricantes.
Ya sea que utilice una cortadora láser de baja potencia de nivel básico o un sistema avanzado de alta potencia, las siguientes pautas le ayudarán a mejorar la calidad del corte y la productividad.
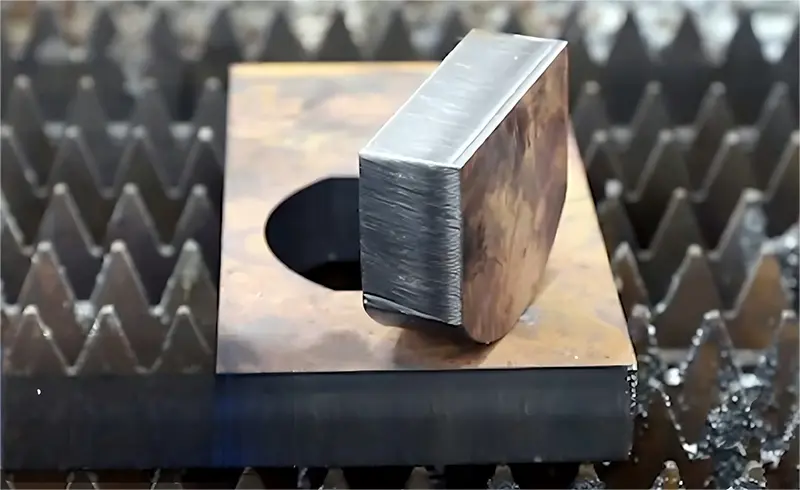
1. Rebabas o bordes rugosos en la superficie de corte
Síntomas: Bordes de corte rugosos o irregulares, con rebabas o líneas dentadas.
Posibles causas:
📌 Potencia del láser insuficiente para fundir completamente el material
📌 Velocidad de corte demasiado rápida, sin tiempo suficiente para completar el corte
📌 Posición incorrecta del punto focal, reduciendo la densidad de energía
📌 Presión de gas de asistencia inadecuada, la escoria no es expulsada
📌 Uso de un mismo parámetro para todos los materiales sin ajuste
📌 Componentes ópticos contaminados (lente o boquilla)
Soluciones:
☑️ Aumentar la potencia del láser y reducir la velocidad de corte
☑️ Recalibrar el enfoque, situándolo ligeramente por debajo de la superficie del material
☑️ Ajustar la presión del gas de asistencia para eliminar mejor la escoria
☑️ Configurar parámetros según el tipo y grosor del material
☑️ Limpiar regularmente lentes, boquillas y espejos para mantener la calidad del haz

2. Exceso de fusión o corte demasiado ancho
Síntomas: Líneas de corte más anchas de lo esperado, bordes sobrecalentados o fundidos.
Posibles causas:
📌 Potencia del láser demasiado alta, provocando sobrecalentamiento
📌 Velocidad de corte demasiado lenta, acumulación de calor
📌 Enfoque o altura de la boquilla incorrectos
📌 Flujo bajo de gas de asistencia
📌 Materiales gruesos o con mala conductividad térmica
📌 Mala calidad o inestabilidad del haz
Soluciones:
☑️ Reducir los parámetros de potencia según el grosor del material
☑️ Aumentar la velocidad de corte para minimizar la exposición al calor
☑️ Recalibrar el enfoque y la altura de la boquilla
☑️ Asegurar un suministro de gas estable y suficiente
☑️ Optimizar parámetros para materiales gruesos o difíciles de procesar
☑️ Revisar regularmente la fuente láser y la trayectoria del haz
3. Superficie de corte irregular o con bordes ondulados
Síntomas: Patrones ondulados, falta de uniformidad en la suavidad de los bordes cortados.
Posibles causas:
📌 Salida de potencia láser inestable
📌 Velocidad de corte irregular
📌 Desplazamiento del punto focal
📌 Láminas de material deformadas o irregulares
📌 Vibraciones de la máquina o componentes sueltos
📌 Flujo de gas de asistencia irregular
Soluciones:
☑️ Usar una fuente de energía estable con salida constante
☑️ Mantener una velocidad de corte uniforme
☑️ Calibrar regularmente el sistema de enfoque
☑️ Nivelar y fijar las láminas antes del corte
☑️ Ajustar piezas mecánicas y verificar guías
☑️ Utilizar reguladores de flujo para estabilizar la presión del gas
4. Chispas anormales durante el corte
Síntomas: Exceso o irregularidad de chispas durante el corte.
Posibles causas:
📌 Potencia del láser demasiado alta
📌 Velocidad de corte demasiado lenta, provocando sobrecalentamiento
Soluciones:
☑️ Reducir los parámetros de potencia del láser
☑️ Aumentar la velocidad de corte para reducir el estrés térmico
5. Corte incompleto o fallo de penetración
Síntomas: La pieza no se separa completamente, quedan zonas unidas.
Posibles causas:
📌 Potencia del láser insuficiente
📌 Velocidad de corte demasiado rápida
📌 Lente o boquilla contaminadas
📌 Punto focal incorrecto
📌 Materiales altamente reflectantes (aluminio, acero inoxidable)
Soluciones:
☑️ Aumentar la potencia de corte
☑️ Reducir la velocidad de corte
☑️ Limpiar o reemplazar componentes ópticos
☑️ Reajustar el punto focal
☑️ Pretratar o limpiar superficies reflectantes

6. Marcas de quemado o decoloración en los bordes
Síntomas: Decoloración marrón, amarilla o negra a lo largo de los bordes cortados.
Posibles causas:
📌 Exceso de calor o potencia
📌 Corte con oxígeno que acelera la oxidación
📌 Velocidad de corte demasiado lenta
Soluciones:
☑️ Reducir la potencia o usar modo de corte pulsado
☑️ Usar gas de asistencia con nitrógeno o argón en lugar de oxígeno
☑️ Aumentar la velocidad de corte para obtener bordes más limpios
7. Acumulación de escoria en la parte inferior del corte
Síntomas: Perlas endurecidas de escoria en la cara inferior del corte.
Posibles causas:
📌 Presión de gas de asistencia insuficiente
📌 Velocidad de corte demasiado lenta o potencia del láser demasiado baja
📌 Distancia o altura de la boquilla incorrecta
Soluciones:
☑️ Aumentar la presión y el flujo del gas de asistencia
☑️ Ajustar velocidad y potencia según el tipo de material
☑️ Optimizar la altura de la boquilla para mejorar la expulsión y la convergencia del haz
8. Problemas de perforación al inicio del corte
Síntomas: El láser tiene dificultades para perforar el material al inicio.
Posibles causas:
📌 Parámetros de perforación incorrectos (tiempo o potencia)
📌 Haz láser inestable
📌 Superficie del material sucia u oxidada
Soluciones:
☑️ Aumentar el tiempo de perforación o utilizar perforación paso a paso
☑️ Estabilizar la fuente del haz
☑️ Limpiar la superficie del material antes del corte
Conclusión
El corte por láser ofrece una precisión, eficiencia y flexibilidad incomparables en la manufactura industrial.
Sin embargo, la calidad del corte depende en gran medida de la optimización de los parámetros del proceso, el mantenimiento regular del equipo y las características del material.
Desde rebabas y marcas de quemado hasta fallos de penetración, la mayoría de los problemas pueden resolverse con ajustes adecuados y medidas preventivas.
Como líder mundial en tecnología láser, Han’s Laser ofrece a sus clientes soluciones avanzadas de corte por láser, formación integral y soporte técnico ágil, ayudando a lograr mayor productividad y menores costos operativos.
 Previous
Previous




 LET’S TALK
LET’S TALK



